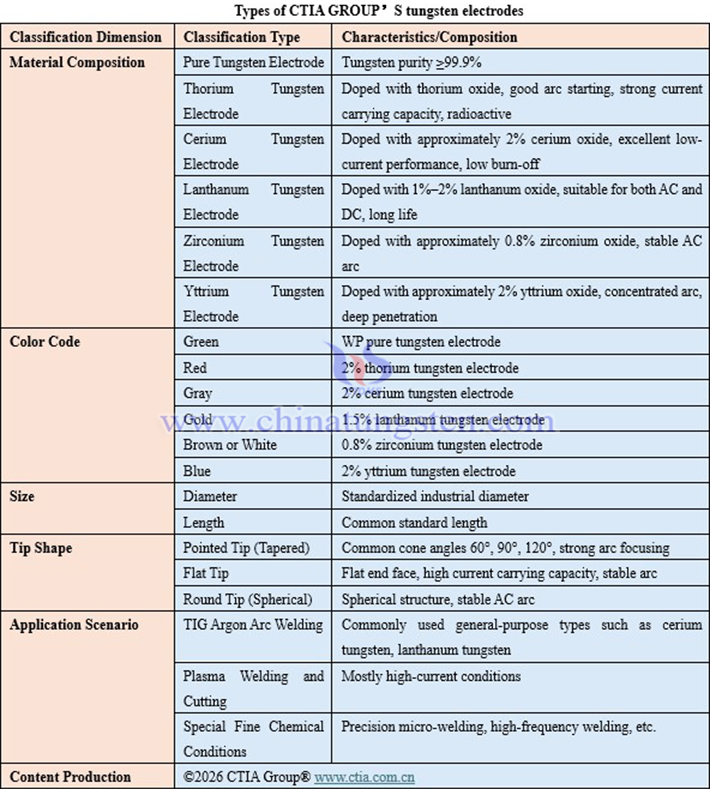
The classification system of tungsten electrodes designed and produced by CTIA GROUP mainly revolves around material composition, color code, dimensional specifications, tip shape, manufacturing process, and application scenarios, with material composition classification being the core. According to different material compositions, tungsten electrodes can be divided into pure tungsten, thoriated tungsten, ceriated tungsten, lanthanated tungsten, zirconiated tungsten, yttriated tungsten, and composite rare earth tungsten electrodes. Among these, ceriated tungsten and lanthanated tungsten have become the mainstream choices in TIG welding due to their non-radioactivity and stable comprehensive performance. Tungsten electrode specifications are standardized by diameter and length, with small diameters suitable for precision micro-welding and large diameters suitable for thick plate and high-current welding; tips are divided into pointed, flat, and round shapes, with different shapes corresponding to different welding conditions. The industry adopts a unified color code to distinguish material types, facilitating rapid on-site identification and selection. In terms of manufacturing process, the sintered type has lower cost and is suitable for conventional operations, while the forged type has higher density, longer life, and better electrical conductivity, making it suitable for medium to high-end continuous welding scenarios.
CTIA GROUP and its parent company, CHINATUNGSTEN ONLINE, have been dedicated to the tungsten-molybdenum products industry for nearly 30 years. They specialize in providing flexible, customized global services for tungsten-molybdenum products, designing, manufacturing, and precisely processing various standard specifications, grades, and dimensional precision according to customer requirements, suitable for a wide range of applications. For more information on tungsten electrodes, please visit the website: http://www.tungsten.com.cn/tungsten-electrodes.html. If you require tungsten electrodes, please contact CTIA GROUP: sales@chinatungsten.com, 0592-5129595.
I. Classification of Tungsten Electrodes by Material Composition
Pure Tungsten Electrode
CTIA GROUP’S pure tungsten electrodes typically have a tungsten content exceeding 99.9%, with no addition of rare earth oxides or other functional elements, resulting in a relatively low overall manufacturing cost. The color code is green. Due to the lack of rare earth elements to enhance electron emission capability, its arc starting performance and arc stability are slightly inferior compared to rare earth tungsten electrodes. However, pure tungsten itself has a high melting point and good contamination resistance, still offering stable application value under AC welding conditions.
During actual welding processes, the tip of a pure tungsten electrode tends to form a uniform spherical head, which helps maintain AC arc stability. Therefore, it has long been used for AC TIG welding of non-ferrous metals such as aluminum and magnesium. Pure tungsten electrodes are more suitable for conventional welding and cost-sensitive processing scenarios. However, under high-current continuous welding conditions, their current carrying capacity and burn resistance are relatively limited, with electrode consumption speed being faster. Consequently, their application proportion in modern high-efficiency welding fields is gradually decreasing.
Thorium Tungsten Electrode
CTIA GROUP’S thorium tungsten electrodes are functional tungsten electrodes made by adding a certain proportion of thorium oxide to a high-purity tungsten matrix. The color code is red. The common doping ratio in the industry ranges from 0.8% to 4.4%, among which WT20 (2% thorium tungsten) is the most widely used. Thorium oxide significantly improves electron emission efficiency and reduces arc starting difficulty. Therefore, this type of electrode possesses excellent arc starting performance, arc stability, and strong current carrying capacity.
Under high-current and long-duration continuous welding conditions, thorium tungsten electrodes maintain good tip shape stability and are not prone to melting deformation. Thus, they have long been widely used in high-load industrial welding fields such as stainless steel, high-temperature alloys, and plasma cutting. At the same time, their arc concentration is strong, with obvious welding penetration effects, making them suitable for automated continuous operation environments.
However, because thorium oxide is radioactive, radioactive dust may be generated during electrode grinding and processing, requiring protection according to industry specifications. Currently, with increasing environmental protection and occupational health requirements, the global welding industry is gradually replacing some thorium tungsten products with non-radioactive rare earth tungsten electrodes.
Cerium Tungsten Electrode
CTIA GROUP’S cerium tungsten electrodes are non-radioactive rare earth tungsten electrodes made by adding approximately 2% cerium oxide to a tungsten matrix. The color code is gray. Their advantage lies in excellent arc starting capability and stable arc characteristics under low-current conditions. Since cerium oxide effectively improves electron emission performance, under low-current conditions, arc starting is more sensitive, and welding operation is easier to control.
Cerium tungsten electrodes experience less burn loss during welding and have good tip stability, making them particularly suitable for processing scenarios with high welding precision requirements, such as thin plate welding, precision component welding, and electronic device welding. At the same time, cerium tungsten electrodes have no radioactivity issues, better meeting modern environmental protection and safety production requirements, and are therefore widely used in the precision manufacturing industry. However, under high-current continuous operation environments, the heat resistance of cerium tungsten electrodes is slightly weaker than that of thorium tungsten and yttrium tungsten, making them more suitable for small to medium current welding conditions.
Lanthanum Tungsten Electrode
CTIA GROUP’S lanthanum tungsten electrodes are high-performance non-radioactive tungsten electrodes made by doping 1%-2% lanthanum oxide into a tungsten matrix. The color code is gold. Depending on the lanthanum oxide content, they are generally divided into models such as WL10, WL15, and WL20, among which WL15 and WL20 are the most common. Lanthanum tungsten electrodes are suitable for both AC welding and DC welding, with extensive applications in automated welding, robotic welding, high-frequency continuous welding, and conventional industrial welding fields.
Lanthanum oxide effectively improves electron emission capability while enhancing the stability of the electrode under high-temperature environments. Therefore, lanthanum tungsten electrodes have good arc starting performance, arc stability, and long service life. Compared to traditional thorium tungsten electrodes, they have no radioactivity risks and better conform to the direction of modern green welding; compared to cerium tungsten, they perform more stably under medium to high current conditions, and are therefore widely considered one of the more balanced general-purpose tungsten electrodes in terms of comprehensive performance.
Zirconium Tungsten Electrode
CTIA GROUP’S zirconium tungsten electrodes are made by adding approximately 0.8% zirconium oxide to a tungsten matrix. The color code is brown. Their characteristic is good arc stability and strong contamination resistance under AC welding conditions. However, the comprehensive performance of zirconium tungsten electrodes under DC welding conditions is relatively average, particularly unsuitable for high-current concentrated arc environments. Therefore, their application direction is mainly focused on AC non-ferrous metal welding.
During AC TIG welding of non-ferrous metals such as aluminum and magnesium, the tip of a zirconium tungsten electrode forms a stable and uniform spherical head structure, effectively reducing the probability of tungsten inclusion and minimizing weld contamination. Thus, they have high suitability in the non-ferrous metal welding field. At the same time, this type of electrode has strong stability under AC arc conditions, resulting in good welding formation.
Yttrium Tungsten Electrode
CTIA GROUP’S yttrium tungsten electrodes typically contain about 2% yttrium oxide added to the tungsten matrix, belonging to the higher-performance rare earth tungsten electrode type. The color code is blue. Yttrium oxide improves the concentration of the electron beam flow, making the welding arc energy more concentrated, thus achieving greater penetration depth and higher welding efficiency during the welding process.
Yttrium tungsten electrodes perform outstandingly under medium to high current conditions, particularly suitable for thick plate welding, high-temperature alloy welding, and high-strength continuous welding operations. At the same time, yttrium tungsten electrodes have good high-temperature resistance and burn resistance, maintaining good electrode stability even under high heat load environments.

II. Classification of Tungsten Electrodes by Size
Common diameters of CTIA GROUP’S tungsten electrodes:
2.5mm: Mainstream medium size, current approximately 12–250A, suitable for medium-thick plates (1–6mm), medium current welding.
3.2mm: Mainstream large size, current approximately 20–375A, suitable for medium-thick plates (3–10mm), high current, or plasma cutting.
4.0mm: Large size, current approximately 200–500A, used for thick plates (>6mm) or high current requirements.
4.8mm: Extra-large size, current approximately 300–700A, commonly used for plasma cutting or very thick plates.
5.0mm: Common large size variant, high current (depending on composition), used for thick plate cutting.
6.4mm: Largest commonly used size, current 500–1000A and above, suitable for high-current cutting or extremely thick plates.
Length of tungsten electrodes: 75mm–600mm. Length too short may easily lead to heat accumulation, while too long may cause arc instability.
III. Classification of Tungsten Electrodes by Tip Shape
Tip treatment affects the arc characteristics, penetration, and stability of tungsten electrodes. Standard processing method: longitudinal grinding (axial, not radial), with tip length typically 1.5–2.5 times the diameter.
Pointed Tip (Conical/Tapered Tip): 1) 60° cone angle: deep penetration, narrow arc, suitable for DC high current, thick plates, or plasma cutting, used for high penetration requirements of steel/stainless steel. 2) 90° cone angle: balances penetration and stability, suitable for medium current (medium plates). 3) 120° cone angle (or smaller angles such as 15–30°): wide arc, shallow penetration, suitable for DC low current, thin plate precision welding, or AC aluminum/magnesium alloys.
Flat Tip (Flat/Blunt End): Flat end face, strong high-current capacity, wide arc, used for thick plates, high current, or plasma cutting. Flat tip is not sharp, suitable for continuous cutting or high-productivity welding.
Round Tip (Spherical): End face is spherical (formed by AC arc starting), very stable arc, suitable for AC welding of aluminum/magnesium alloys (reduces pitting).

IV. Classification of Tungsten Electrodes by Application Scenario
TIG Welding General Purpose: Cerium tungsten or lanthanum tungsten perform outstandingly in TIG welding, with good arc starting performance and strong arc re-striking capability, suitable for all common metals including steel, stainless steel, aluminum, titanium, and nickel. Suitable for AC aluminum alloy welding for stable arc without pitting, conventional TIG operations such as aerospace, chemical pipelines, and automotive manufacturing, as well as low-current micro-plasma welding.
Plasma Welding/Cutting High-Current Type: Thorium tungsten or composite rare earth tungsten electrodes provide high current capacity in plasma welding and cutting, with high temperature resistance and strong arc compression capability, suitable for high productivity and thick plate processing in plasma cutting, while also achieving deep penetration and high penetration in plasma welding. This type of arc has high energy density and large heat input, with long service life, suitable for industrial cutting machines or automatic plasma welding torches.
Precision Micro-Welding (Micro-TIG or Micro-Plasma): Uses small-diameter cerium tungsten electrodes, low current, small weld pool, suitable for micro parts, automotive electronics, semiconductors, and aerospace titanium alloy welding, requiring narrow arc, heat input control, with arc stability being critical.
High-Frequency Welding (High-Frequency Induction Welding): Selects lanthanum tungsten. Under high-frequency conditions, the electrode is not easily eroded and the arc is easy to control, suitable for automotive exhaust systems, high-speed thin plate welding, and electronic component welding.


