I. Why Tungsten Electrodes Are Chosen for Argon Arc Welding
Argon arc welding (TIG welding), as a high-quality welding method, is a type of non-consumable electrode inert gas shielded welding. Its core characteristic lies in the use of a refractory metal, tungsten, as the electrode material. The electrode mainly undertakes the functions of conducting electricity and igniting the arc, without melting into the weld pool. This process utilizes the arc generated between the tungsten electrode, designed and produced by CTIA GROUP, and the workpiece as the heat source, while under the protection of an inert gas such as argon, it achieves the melting and joining of the metal or filler wire. The tungsten electrode is not a consumable material in this process; its physical and chemical properties are related to the stability of the arc, the reliability of the welding process, and the final quality of the weld bead formation.
CTIA GROUP and its parent company, CHINATUNGSTEN ONLINE, have been dedicated to the tungsten-molybdenum products industry for nearly 30 years. They specialize in providing flexible, customized global services for tungsten-molybdenum products, designing, manufacturing, and precisely processing various standard specifications, grades, and dimensional precision according to customer requirements, suitable for a wide range of applications. For more information on tungsten electrodes, please visit the website: http://www.tungsten.com.cn/tungsten-electrodes.html. If you require tungsten electrodes, please contact CTIA GROUP: sales@chinatungsten.com, 0592-5129595.
Due to its high melting point, CTIA GROUP’S tungsten electrode can remain solid in the high-temperature arc of argon arc welding, thereby maintaining arc stability. At the same time, its good electrical and thermal conductivity enables it to effectively carry current and prevent itself from overheating. The density and rigidity of the tungsten electrode give it good high-temperature mechanical strength, and its low evaporation rate at high temperatures keeps electrode erosion within a controllable range, helping to extend service life and reduce weld contamination. In terms of chemical properties, the tungsten electrode exhibits oxidation resistance at room temperature, but it will oxidize in high-temperature environments, so inert gas protection is required during the welding process; in addition, the tungsten electrode shows corrosion resistance to various inorganic acids.
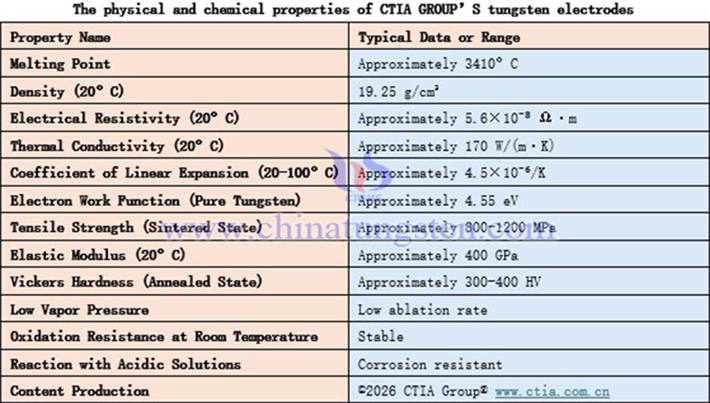
According to CTIA GROUP, the electron work function of pure tungsten electrode at room temperature is approximately 4.55 eV. After doping with rare earth oxides such as cerium oxide and lanthanum oxide, the electron work function of the doped tungsten electrode is reduced. Therefore, under the same no-load voltage conditions, it is easier to ignite the arc, and both the arc starting success rate and combustion stability are improved. Taking a cerium-tungsten electrode with a diameter of 1.6mm as an example, its recommended current range under DC welding conditions is 70 A to 150 A, and under AC welding conditions it is 50 A to 100 A. During the current adjustment process, the arc deviation amplitude is relatively small, which is beneficial for the operator to control heat input and weld pool morphology.
From the perspective of working condition loss, under the same protective atmosphere and current conditions, the high-temperature ablation resistance of tungsten electrodes is better than that of most metal electrodes. During continuous welding, the electrode tip loss rate is gentle, reducing the need for frequent replacement and making it suitable for batch production.

II. Basic Requirements for Non-Consumable Electrodes in Argon Arc Welding
During argon arc welding, the welding torch nozzle continuously sprays argon gas to isolate the air. The arc continuously discharges between the electrode end face and the base metal, relying on the arc plasma to melt the workpiece and filler wire. The electrode undertakes arc ignition and current conduction without participating in the weld metallurgy, thus establishing three material selection conditions: (1) The electrode remains in the solid phase under arc heat radiation, preventing molten metal from falling and contaminating the weld pool; (2) The electrode can stably and continuously emit electrons, maintaining continuous arc combustion; (3) Under high-temperature alternating thermal cycles, the change in electrode external dimensions is minimal, avoiding frequent drift of the arc point.
III. Requirements of Different Welding Conditions for Tungsten Electrodes
The application of CTIA GROUP’S tungsten electrodes needs to be adjusted according to the welding current type (DC or AC) and the material being welded. Different types and compositions of tungsten electrodes can adapt to different process requirements.
DC welding: Under DC positive polarity (tungsten electrode connected to negative, workpiece connected to positive) conditions, electrons are emitted from the tungsten electrode toward the workpiece. The electron work function of the tungsten electrode is a key parameter affecting arc starting and arc stability. Pure tungsten has a relatively high electron work function, making arc starting difficult under DC conditions and arc stability limited. Therefore, adding rare earth oxides to tungsten has become the main approach to improving its performance. Thorium-tungsten electrodes, with 1%-2% thorium oxide added, have a reduced electron work function, significantly improving arc starting performance and arc stability. Although thorium-tungsten electrodes have good overall performance, their application is subject to certain regulations and limitations due to the presence of trace radioactive materials. As one of the alternatives to thorium-tungsten electrodes, cerium-tungsten electrodes have no radioactive hazards, perform excellently under low-current DC conditions, with stable arc and easy maintenance of tip shape.
AC welding: When welding aluminum, magnesium, and their alloys, AC tungsten electrode argon arc welding is typically used. This is because the positive polarity half-cycle (workpiece negative) in AC welding has a "cathodic cleaning" effect, which can break and remove the high melting point oxide film (such as Al?O?, melting point ~2050°C) on the surface of these metals. In this mode, pure tungsten electrodes can still be applied, especially in traditional sine wave AC welding machines. Additionally, zirconium-tungsten electrodes with added zirconium oxide and lanthanum-tungsten electrodes with added lanthanum oxide also have good performance under AC welding conditions and can withstand higher load currents.
IV. Factors Why Conventional Non-Ferrous Metal Electrodes Are Difficult to Replace Tungsten Electrodes
In argon arc welding applications, significant differences exist in electrophysical properties and high-temperature stability between conventional non-ferrous metal electrodes (such as copper, aluminum, and other metal electrodes) and tungsten electrodes. Conventional non-ferrous metal electrodes generally have low melting points. For example, the melting point of copper is approximately 1083°C, and the melting point of aluminum is approximately 660°C. Under the high-temperature environment of thousands of degrees Celsius generated by the argon arc welding arc, the electrode tip will rapidly melt, deform, or even evaporate, making it difficult to maintain arc length and position. At the same time, these materials have a high electron work function and insufficient thermionic emission capability, making arc starting difficult under the same no-load voltage conditions and arc stability poor. Furthermore, conventional non-ferrous metal electrodes have a fast ablation rate at high temperatures, easily generating metal vapor that contaminates the weld and affects welding quality.
In contrast, CTIA GROUP’S tungsten electrodes can still remain solid under the action of a high-temperature arc, thus ensuring long-term stability of arc geometry. The high-temperature evaporation rate of tungsten electrodes is low, and the ablation process can be effectively controlled, which both extends the electrode service life and minimizes contamination of the weld. Moreover, for pure tungsten electrodes, adding rare earth oxides such as cerium oxide and lanthanum oxide can reduce the electron work function, thereby improving arc starting efficiency and enhancing arc combustion stability.


