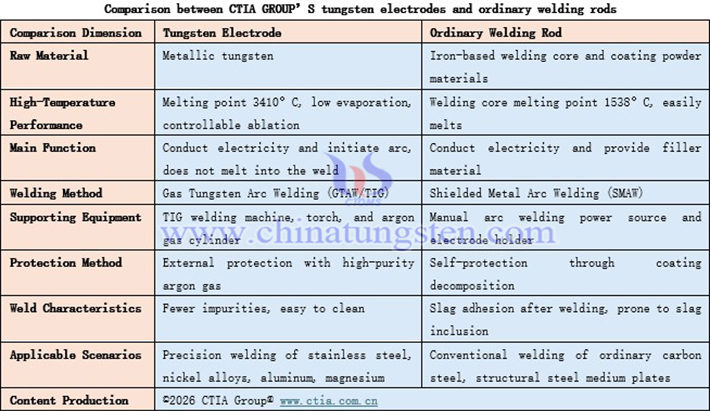
The tungsten electrodes designed and produced by CTIA GROUP are used in conjunction with argon arc welding (TIG non-consumable electrode welding). Ordinary welding rods (metal rods that melt and fill the joint of the workpiece during electric arc welding) are suitable for manual arc welding. There are significant differences between the two in terms of material composition, product function, service form, and process role. In essence, the core function of the tungsten electrode is to conduct electricity and initiate the arc, remaining solid during the welding process; the ordinary welding rod serves both as an electrical conductor and melts with the arc into filler metal that enters the weld.
CTIA GROUP and its parent company, CHINATUNGSTEN ONLINE, have been dedicated to the tungsten-molybdenum products industry for nearly 30 years. They specialize in providing flexible, customized global services for tungsten-molybdenum products, designing, manufacturing, and precisely processing various standard specifications, grades, and dimensional precision according to customer requirements, suitable for a wide range of applications. For more information on tungsten electrodes, please visit the website: http://www.tungsten.com.cn/tungsten-electrodes.html. If you require tungsten electrodes, please contact CTIA GROUP: sales@chinatungsten.com, 0592-5129595.
I. Differences in Material Composition Between Tungsten Electrodes and Ordinary Welding Rods
CTIA GROUP’S tungsten electrodes typically refer to pure tungsten electrodes with a purity higher than 99.95% or tungsten electrodes doped with rare earth oxides (such as cerium oxide, lanthanum oxide, thorium oxide, etc.). The electrode surface has no coating, and the diameter specification range is generally from 0.5mm to 6.4mm. When in use, the appropriate diameter should be selected based on the welding current magnitude.
An ordinary welding rod consists of two parts: the inner welding core and the outer coating. The welding core is a metal wire, and its chemical composition is usually similar to the base metal being welded; the coating is made by mixing and pressing mineral powders and ferroalloys such as arc stabilizers, slag-forming agents, gas-forming agents, deoxidizers, alloying agents, and binders. The coating plays roles such as protecting the weld pool, stabilizing the arc, deoxidizing, and transferring metal elements to the weld during the welding process.
II. Differences in Functional Positioning Between Tungsten Electrodes and Ordinary Welding Rods
CTIA GROUP’S tungsten electrodes only serve as the arc cathode carrier. The heat generated by the arc is used to melt the base metal and any added filler wire; the tungsten electrode itself does not transfer any metal to the weld pool. The entire welding process relies on an external high-purity argon gas flow to form a closed protective layer, isolating active components such as oxygen and nitrogen from the air. Under the action of the arc, only minimal ablation occurs at the electrode tip, and the overall shape and dimensions remain stable for a long period.
The welding core of an ordinary welding rod simultaneously undertakes the dual responsibilities of conducting electricity and providing filler material. Under the high temperature of the arc, the welding core continuously melts, forming molten droplets that enter the weld; the outer coating decomposes under heat, producing protective gases and slag, achieving weld pool protection through combined gas-slag action, and also regulating the metallurgical composition of the weld. During continuous welding, the welding rod is continuously shortened as welding progresses until the entire rod is used up.
III. Differences in Welding Methods Between Tungsten Electrodes and Ordinary Welding Rods
Tungsten electrodes are suitable for gas tungsten arc welding (GTAW/TIG). This process has the following characteristics: stable arc, concentrated heat, enabling fine adjustment of heat input; no spatter during welding, resulting in aesthetically pleasing weld appearance; wide range of weldable materials, including stainless steel, carbon steel, copper alloys, titanium alloys, aluminum and aluminum alloys (requiring AC welding); can be used with or without filler wire; requires relatively high operator skill.
Ordinary welding rods are suitable for shielded metal arc welding (SMAW). This process has the following characteristics: simple equipment, flexible operation, strong adaptability, allowing welding in various spatial positions; low requirements for welding joint fit-up accuracy; wide range of weldable metal materials, excluding refractory or easily oxidized metals; spatter occurs during welding, and slag needs to be removed after welding; relatively low welding efficiency, requiring rod replacement after each rod is used up, and limited single weld length due to rod length constraints.
IV. Differences in Supporting Welding Equipment and Shielding Gas Between Tungsten Electrodes and Ordinary Welding Rods
CTIA GROUP’S tungsten electrodes are matched with AC/DC dual-purpose TIG welding machines. The welding torch includes structures such as a tungsten electrode holder, gas nozzle, and water cooling circuit. Welding protection relies on continuous jetting of bottled high-purity argon gas. During the welding process, high-purity argon gas is delivered to the welding area, forming a continuous gas shield around the arc and weld pool, isolating harmful gases such as oxygen and nitrogen from the air, preventing oxidation of the tungsten electrode and molten metal.
Ordinary welding rods are used with AC or DC manual arc welding power sources. A simple electrode holder clamping the rod is sufficient for operation, with no need for an external shielding gas source. Welding protection relies on gases such as CO and CO? generated by the high-temperature decomposition of the rod's coating, as well as molten slag, achieving weld pool protection through the internal components of the coating, with no need for additional gas cylinders or gas supply equipment on site.

V. Differences in Weld Quality Between Tungsten Electrodes and Ordinary Welding Rods
Tungsten electrode argon arc welding offers good controllability of weld filler metal, stable shielding gas purity, minimal foreign material interference in the weld pool, and a low probability of internal slag inclusions and porosity in the weld; after welding, the weld surface typically has no adhering slag and generally requires only simple cleaning.
The characteristics of welds produced with ordinary welding rods are that the weld pool protection effect is influenced by multiple factors such as the coating formulation, ambient wind speed during welding, and electrode manipulation technique. After welding, a layer of solid slag adheres to the weld surface, which needs to be removed with a chipping hammer; slag inclusion defects are more likely to occur if operation is improper.
VI. Differences in Application Between Tungsten Electrodes and Ordinary Welding Rods
Application scenarios for CTIA GROUP’S tungsten electrodes include: welding of pipes and plates with high quality requirements, such as stainless steel and nickel-based alloys; AC argon arc welding of aluminum and magnesium alloys; welding of thin-walled metal structural parts; precision welding with high requirements for weld appearance and internal quality; high-purity and high-reliability welding in aerospace, nuclear power, semiconductor equipment, and other fields.
Application scenarios for ordinary welding rods include: on-site installation and repair welding of ferrous metals such as carbon steel and low-alloy steel; welding of large structures such as building steel structures, shipbuilding, and bridge engineering; field operations requiring portable welding equipment; welding of general structural parts with relatively moderate weld quality requirements.


