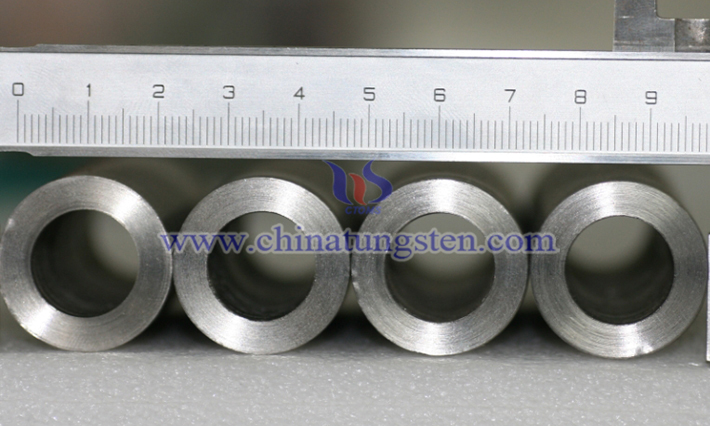
Melt infiltration is an important technical approach for preparing high-density tungsten alloy rings. This process involves first preparing a porous tungsten framework with interconnected pores, then melting a low-melting-point metal (or alloy) under a protective atmosphere. The metal is then allowed to naturally infiltrate and fill the interconnected pores in the tungsten framework through capillary action. After cooling, a dense tungsten alloy ring is obtained.
Compared with traditional powder metallurgy liquid-phase sintering processes, melt infiltration processes have lower sintering temperatures, which helps suppress tungsten grain growth and allows for flexible optimization of material properties by adjusting the framework and melt composition. This method is particularly suitable for the preparation of tungsten-copper alloys (WCu), tungsten-silver alloys (tungsten-silver), and some high-density tungsten alloy rings.
I. Preparation of Porous Tungsten Framework
(1) Raw Material Selection and Processing
High-purity tungsten powder is typically selected as the raw material for preparing porous tungsten frameworks. To form a well-connected pore structure, elements such as nickel and iron, which easily lead to premature sintering and densification of the powder, are generally not added. The particle size of tungsten powder has a significant impact on the porosity of the framework; fine tungsten powder helps to obtain a higher framework density, but it is also necessary to balance the requirements for pore connectivity.
(2) Pressing
Tungsten powder is pressed into ring-shaped green blanks by molding or cold isostatic pressing. Cold isostatic pressing can apply pressure uniformly from all directions, making the density distribution of the green blank more uniform, which is particularly suitable for tungsten alloy rings with larger dimensions or higher shape accuracy requirements. Pressing pressure is a key parameter for controlling the initial density and porosity of the framework. The relative density of the green blank is generally adjusted within the range of 60% to 80% to match the porosity required for subsequent melting and infiltration.
(3) Pre-sintering
The pressed ring-shaped green blanks are pre-sintered in a hydrogen or vacuum environment at a temperature far below the melting point of tungsten. The purpose of pre-sintering is to give the framework a certain initial strength while maintaining the designed porosity and pore connectivity. The pre-sintering temperature is typically controlled within the range of 1000–1300℃, depending on the required porosity of the framework. The porosity, pore size, and pore connectivity of the framework must all be matched with the surface tension and wettability of the melt used for subsequent infiltration.
II. Preparation of Melt Materials
In the infiltration process, the infiltrating phase is usually a low-melting-point metal or its alloy as the melt material. The most common melt material is copper or copper-based alloys. Copper has excellent electrical and thermal conductivity and a relatively low melting point (1083℃), making it suitable as the infiltrating phase. In some high-density tungsten alloy systems, materials such as nickel-iron alloys may also be used as the infiltrating phase.
To improve the wettability of the melt on the tungsten framework, a small amount of active elements can be added to the melt. For example, adding nickel or iron to a copper-based melt can significantly enhance its wettability on tungsten. These melt materials are usually pre-processed into sheets, foils, or granules and placed on top of the porous tungsten framework or placed in a special crucible for use during infiltration.
III. Melting and Infiltration Process
The prepared porous tungsten framework and the prepared molten material are placed together in a sintering furnace (such as a vertical melting furnace or a molybdenum wire furnace) and heated under a vacuum or hydrogen protective atmosphere. The melting and infiltration temperature must be higher than the melting point of the molten material but much lower than the melting point of tungsten to ensure good melt flowability without causing over-sintering of the tungsten framework. After reaching the melting and infiltration temperature, the molten metal naturally infiltrates into the interconnected pores of the porous tungsten framework under capillary action, gradually filling the entire internal space of the framework.
The setting of the melting and infiltration temperature requires comprehensive consideration: a sufficiently high temperature ensures good melt flowability and sufficient wettability, but an excessively high temperature may lead to tungsten framework grain growth or melt volatilization. Sufficient holding time is necessary to ensure complete infiltration. The entire process must be carried out in a pure reducing or protective atmosphere (such as hydrogen) or a vacuum to prevent metal oxidation, which would severely hinder the wetting and infiltration process.
IV. Cooling and Post-processing
After melting and infiltration, slow cooling is required to reduce thermal stress and prevent cracks in the tungsten alloy ring. It is usually removed only after cooling to room temperature. The cooled tungsten alloy ring then enters the post-processing stage, which mainly includes: (1) Machining: The ring is machined by turning, grinding, etc., according to the final dimensions and precision requirements to obtain accurate dimensions and surface finish. (2) Heat Treatment: If the internal structure of the workpiece is not uniform or there is residual stress, appropriate heat treatment processes can be added. However, temperature and time must be strictly controlled to prevent local segregation of low-melting-point components in the alloy, which would affect material properties. (3) Surface Treatment: Surface polishing or plating can be performed as needed.
CTIA GROUP and its parent company, Chinatungsten Online, leverage 30 years of professional flexible customization experience to customize high-performance tungsten alloy products according to customer needs, covering a wide range of applications including radiation shielding, industrial sealing, precision instruments, aerospace, medical devices, defense, oil drilling, automotive manufacturing, electronic packaging, high-temperature furnaces, and nuclear protection. CTIA GROUP's tungsten alloy product website is www.tungsten-alloy.com, email is sales@chinatungsten.com, and phone is +86 592 5129595.


